
Objective: To attain disinfection in grains through reducing the insects, webs and moisture
Introduction: Insect attacks on stored grains like cereals and pulses has been a very old concern to human beings. The wastage of grains due to insect damage is at very high amount. A food ministry of India revealed that India wastes food grains worth over Rs. 10,000 crore in a year. Insect infestation not only causes loss in quality but also reduces the quality by webbing, adding filth and off odors. It also reduces the nutritive values of grains.
People are using various methods of insect control but they can not control the moisture content in the grain. Moisture content is the main probe which is very important to maintain to avoid the insect attack and infection. Maintaining the moisture content requires humidity and temperature control, which is not possible without standard practices.
Heating is the best way to kill the insects. In the scientific literature it has been stated that, Stored-grain insects generally require temperatures about 15–20°C (59–68°F) to survive and reproduce and most require temperatures about 25°C (77°F) before populations damaging to grain can develop. Temperatures about 35°C (95°F) become increasingly unfavorable to insect development.
Insects can be killed at 55 to 60 degree Celsius. Generally the food should be stored at 8% moisture content at room temperature.
Brainstorming 1: 15 February
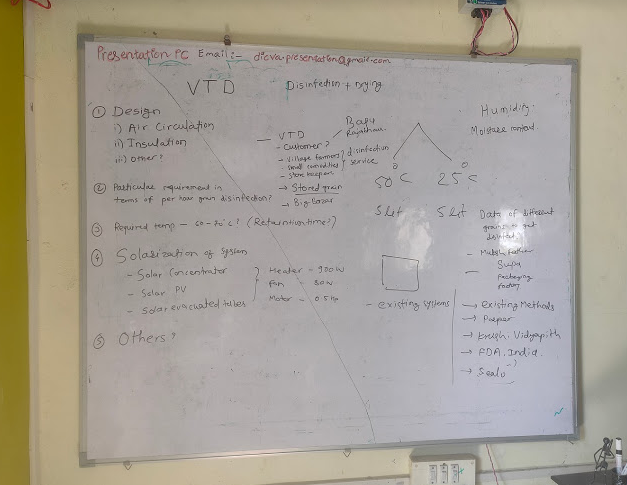
As per discussed in brainstorming session we came on the conclusion as we need to start the project from the customer requirements. Do people really need our system or they need any other solution for disinfection? for that We decided to meet different people to empathies the problem statement again.
Empathy:
To know the real life problems on the ground level conducted a survey in following categories of grain holders:
- Government Warehouse
- Kirana Stores
- Farmers
- Households
During the telephonic survey with government warehouses i.e. Maharashtra state warehouse corporation ( MSWC), Food corporation of India (FCI), etc the officers of warehouses said that they do not have infection problem as they have huge daily transaction of grains so no grains remains stored for more than 6 months, so they do not face infection problem. If in case of infection they clears the infected stock at the earliest.
In Kirana stores the same story happens as they have stored stock but they keep monitoring the infection, and if infection starts they clears the stock.
Now the real problems begins with the farmers and households as they have stored grains but do not know the standard storage practices. In the survey out of 15 different person 14 person faces the problems of insect infection.
Survay: 17 Feb to 25 Feb
| Serial No | Name of person/Organisation | Problem with grains |
| 1 | Pratik Warghade | Insect infection in Wheat even after adding the tablets and injection |
| 2 | Rajabhau | Stored grain sacks mounted on wood table, insect infection in wheat, Udid, Moong |
| 3 | Sandip | Wheats bought from ration causes infection very soon |
| 4 | Hari Thorave | Wheat catches infection in 6- 8 months of stoarge even after injection treatment |
| 5 | Rambhau Jadhav | Insects do not go out completely even after giving 4-5 days of sun heating |
| 6 | Akash Dhumal | insect problem even after treatment |
| 7 | Ghanshyam Bande | they stopped buying whole wheat due to continuous infection, they buy atta instead |
| 8 | Rahul Jagtap | No infection till one year |
| 9 | Sonal Shinde | infection occers in Jowar at most, wheat infection is not major |
| 10 | MSWC, Gultekdi | NO infection |
| 11 | FDI, Pune | NO infection |
| 12 | Prakash Vivekananda | huge infection of all grains except rice |
In the above table we can see the feedbacks from different people from warehouse, farmers and households. the picture is clear that infection as big issue in stored grain.
Mr. Prakash Vivekanda contacted us for VTD, he has his own warehouse in which he has different cereals and pulses. he faces lot of problems during the storage as some grain gets caught with insects, some with weevils, webbing, etc.
Mr. Prakash saying that weevils are the major problem in grains. They want the solution to overcome the infection.
Now the VTD machine at Vigyan Ashram has some design issues with fan and heater assembly so that uniform heating of grain is not happening in all the trays. So the disinfection rate is very low. It needs some changes in its design and position of fan and heater assembly to obtain the uniform heating of grains.
The data collection would be focused on the inside temperature of trays and that of grains. the temperature difference between upper trays and lower trays, the retention time of grain to get disinfect. further data collection points will be defined during the practice. According to his calculation the present machine has disinfection of 5 rupees per kg and he wants to reduce it up to 0.5 rupees per kg using solar energy.
Now the plan is to have a brainstorming session on design and location of fan and heater assembly to be held, once the design is fixed then we can start the data collection after maintenance. The plan is to Start the VTD machine at VA and after that fabricate the same machine with newly developed design at Mr. Prakash’s warehouse. So as to obtain the data for multiple grains.
Brainstorming 2 : 3 march 2021
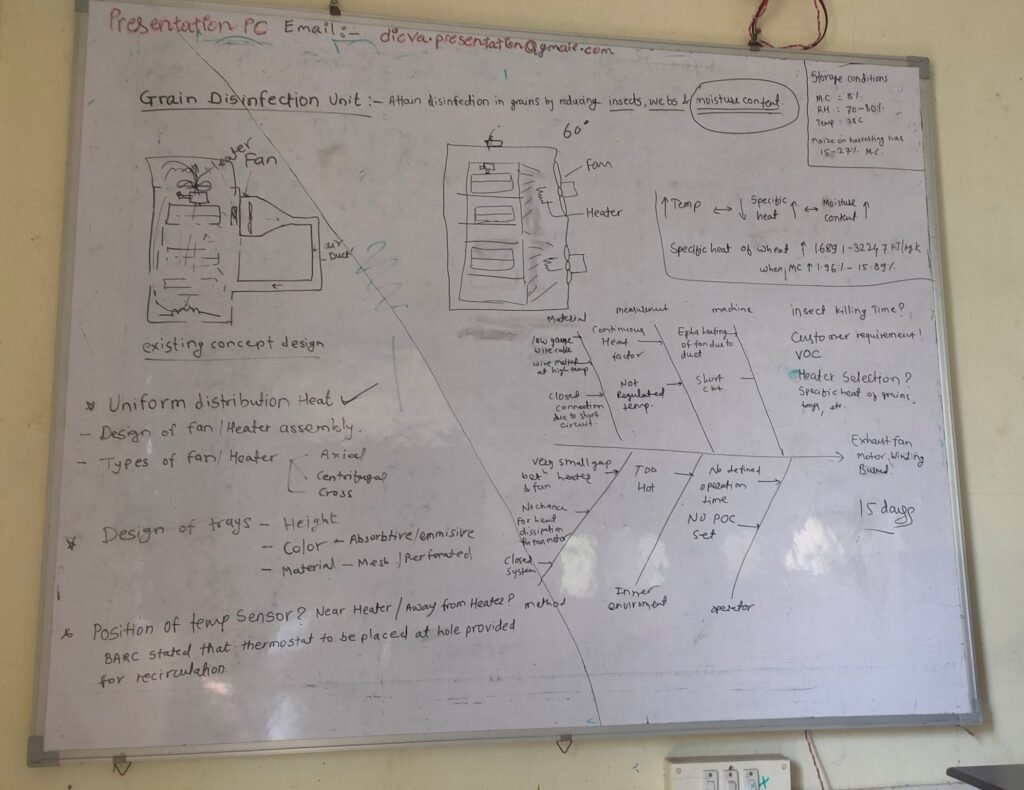
During the brainstorming session we discussed on different parameters of design aspects of heater and fan assembly. there were different thoughts presented by Prathamesh, Prasad, Sunny, Dixit sir.
Prathamesh was saying the system should be of duct tubing, the air should be allowed to pass through ducts from each tray, so as to occur uniform heating. It will help us to bring more efficiency.
Prasad was saying to fit a distributed heating system with fan which will be mounted at bottom side of the chamber. If we put fan at lower side the cool air present at lower side after heating will move at upper side as it is less densed.
Sunny sir was saying coloring the trays will affect on heating. A good heat absorbent will help in heat transfer rate.
Dixit sir was also talking about the ducting system, if we consider the timeline and work what can be done is important.
so we came to conclusion on to fit the fan and motor to be fitted as per discussion. The position of fan should be at lower side and heaters should be mounted distributed on both side.
Calculations: 15-03-2021
https://drive.google.com/file/d/1rTXMxy06nJm6hHIjn46lbUr3V5zKAiud/view?usp=sharing
In the above link we can see the detailed calculations for heat energy requirement. It is calculated for total energy required to heat the tray assembly, heat required to heat the inside chamber air, heat required to heat the chamber and heat losses. including all these requirement our system will operate.
Based on the heat calculation, heaters were selected as 1 KW heat for 53 min, so 2 KW heater for 26.5 min to take the system on equilibrium.

Fan has mounted on the lower side of the chamber. Fan is so mounted that the chamber is fully closed, the fan motor is only on outer side of the chamber and fan blades are inside the chamber. so there is not air loss and hence no heat loss. As the motor is outside of the chamber there is no chance of motor failure.

Ceramic heater can heats up to 750 degree Celsius, so it need to be controlled as we do not require that high temperature. We need to check the inside tray temperature by varying the temperature of heater at 100, 150, 200, 250 degree Celsius. Any one one of them will make the system at equilibrium.
For now we have set the temperature of 250 degree celsius. Heaters will heat up upto 250 degree and then relay will be turned off. After some time the system will come in equilibrium. Then we need to check the the temperature of trays. This process will fall in some iterations to fix the final set temperature.
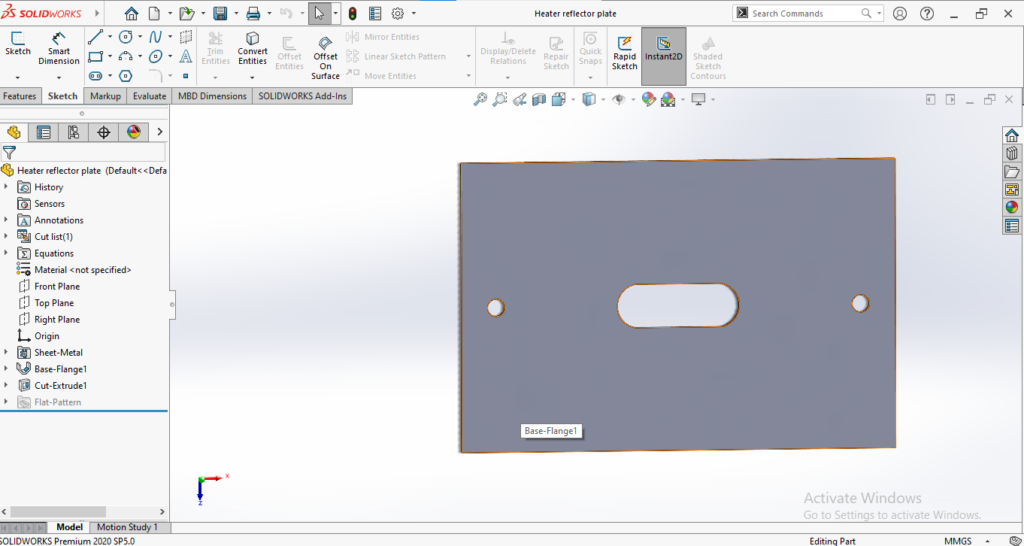

As the heater transfers heat to its surrounding we don’t need the heat to transfer heat at back side. so we have given the the heat reflector aluminum foil. As the heaters are in close contact with insulation it can burn, so reflector is important.

The above picture show the installation of DS18 sensor which operates at about -50 to 150 degree Celsius. It is controlled by Arduino.
The other sensor is K type thermocouple sensor controlled by MAX6675 module with Arduino.
Each tray has sensor at its bottom and each heater has sensor in close contact with heater, for accurate temperature readings.
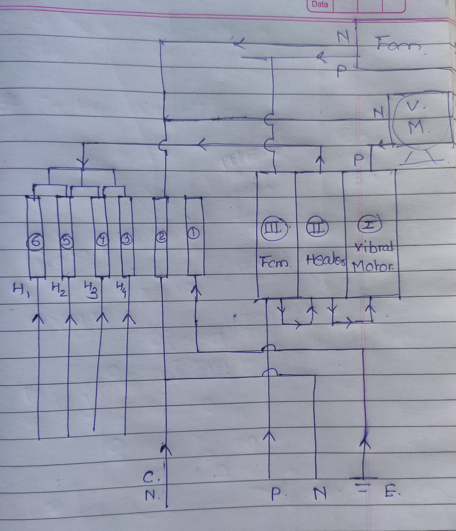

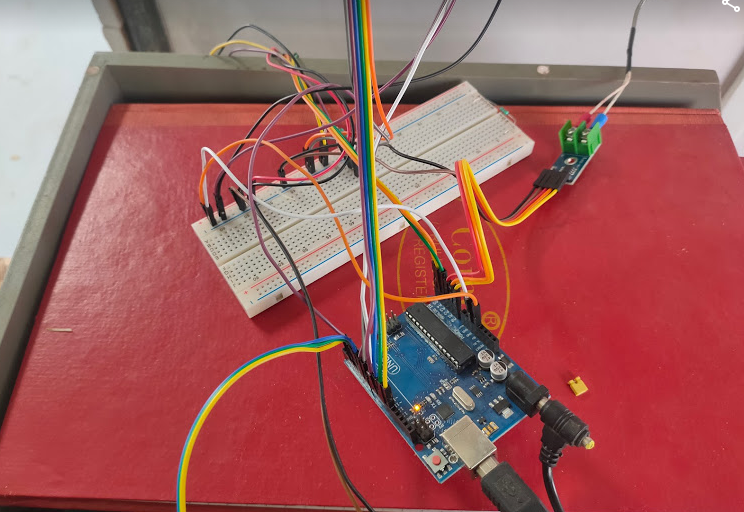
The Arduino is controlling the heaters with the help of relays. Relays are being operated at the following programs:
The program is written by Vrushabh Zunzunkar, the program consist of temperature readings of trays, Heaters and heater operation on relays.
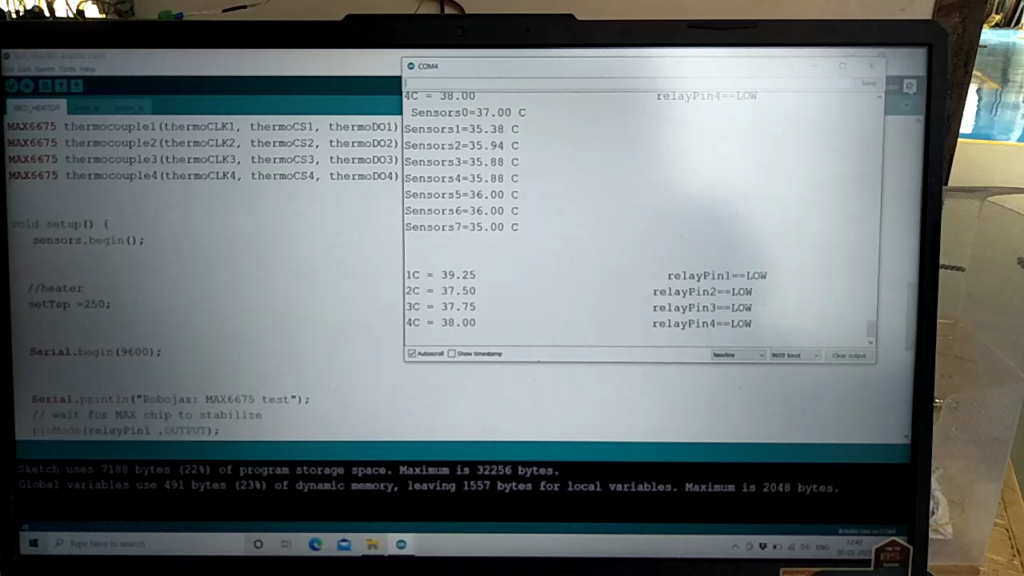
The output of the sensors can be monitored on PC. We can see that the readings showing sensor 1, sensor 2,…., sensor 7 and heater 1 to 4 with its relay switching hign/low output.
Till the date we have taken the 3 reading, in which 2 reading are without controlling the heater temperature, in which the bed temperature comes to nearly 60 degree Celsius after 6 minutes, at that time temperature of the heaters goes up to 300 degrees.
02/04/2021
In the 4th trail, a lot of live weevils were present in the grains. Those infected grains were taken for trail. In this trail, the bed tray temperature was maintained at 70 degree Celsius so as to maintain the temperature of grains at 55 to 58 degree Celsius. The standard data says that weevils cannot sustain above 55 degree Celsius temperature. For more information please visit on the below link.
Trail results:





All the weevils found dead after the trails. As we can see in above pictures, some dead weevils remains in the trays and many of then come along with the grains. So to avoid this, we can attach a mesh/ perforated tray for removal of weevils before they come out.
06/04/2021
Trails are being successful but the SOP of machine operation is not set yet, so by studying the data generated by the controller, I am able to understand the operation procedure. How the temperature varies with time and lot of grains. To obtain the temperature of grains at 55 degree Celsius how much should be the tray temperature, monitoring the heater sensor data for change in temperature. from the available data it is seen that trays heats up to 80 degree Celsius when heaters are monitored with temperature. We also know that, the difference between the grain temperature and trays temperature is 10-12 degree.
Therefore, the biggest challenge is to maintain the tray temperature at 65-67 degree Celsius so as to maintain the grain temperature at 55 degree Celsius, if not it affects on energy cost. Because we heat the grains higher than our requirement.
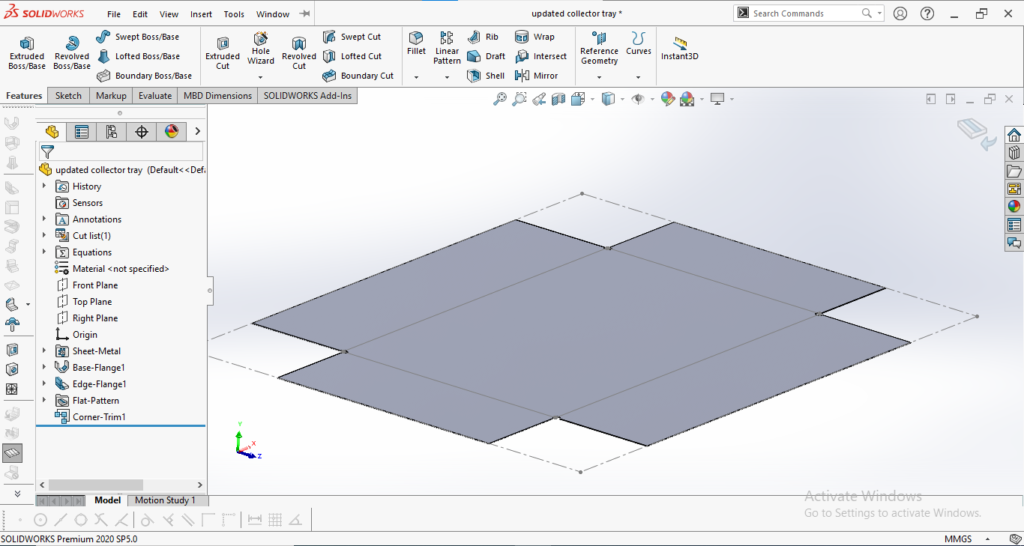
Collection tray: Designed and fabricated the tray to collect the processed grains. The design made in solid works and sheet cut on plasma cutter.



12/04 to 18/04/2021
It is not possible to prove this technology with the bulk size testing, so trails were taken on 221 kg wheat to check its reliability and operation. During 1st batch of 50 kg wheat, it is found that due to uncontrolled rate of input of grains the 1st collector trays got overfilled so the grains came out of the tray. To avoid that, adjusted the rate of flow of grains to input. therefore it would not come out of the trays and make uniform flow.





1 batch of 50 kg done again after the changes made. the other batches of 40 kg grains were successful. During these trails, the net moisture loss of the each batch is about 1%, this means our machine not only doing disinfection but also it is reducing moisture.
Energy Calculation: 21/04/21
The electrical consumption to get VTD to 70 o Cis 1 KW energy in 53 minutes.
Instead of waiting for heating upto 53 minutes we have set up 2 KW heaters which will bring the system to 70 degree celsius in 26 minutes. The actual observed time to get trays heated up to 70 degree celsius in 22 minutes.
Per kg price required for grain treatment:
60 Kg wheat
Total energy consumed: 2.3 Kwh
Energy price : 10 rupees per 1KWh = 2.3 * 10 = 23 rupees
Cost per Kg = 23/60 = 0.38 rupees/ kg
Loss of moisture:
Initial weight of wheat before disinfection: 50 kg
Final weight of wheat after disinfection: 49.257 kg
LOD = ((Initial weight – final weight)/ Initial weight ) *100
= ((50-49.257)/50)*100
= 1.4 %
Few shortcomings of existing system :
- Leakages from front and back panels of the unit, the front plywood has bent and the back has few the openings due the fan fitting as per the old design. These openings are not properly closed.
- Few holes are drilled for fitting the sensors to collect necessary data as part of the study; these holes need to be sealed.
- The insulation of the system is burned due to overheating of a heater, hence the insulation needs to be changed. New insulation will be chosen as we have better understanding due to data collection .
- The tray structure and trays also have some openings, so it needs finishing touches with respect fabrication.
- The treated grain collection arrangement has some difficulties and need to be addressed



{kind=link}